Корзина
р.
Общий вес: ≈ 0 кг
Общий объем: ≈ 0 м³
Стоимость доставки: 0 руб.
Укажите адрес доставки для расчета стоимости.
Общий вес: ≈ 0 кг
Общий объем: ≈ 0 м³
Стоимость доставки: 0 руб.
Укажите адрес доставки для расчета стоимости.

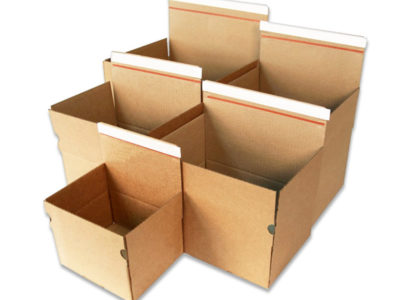
Казалось бы, что может быть проще, чем собрать картонную коробку? Интуиция подсказывает: сложил клапаны, заклеил стыки скотчем - и порядок. Однако на практике, особенно в сегменте b2b, где упаковка часто проходит через тысячи километров логистических цепочек и многократные перегрузки, цена ошибки при сборке оказывается слишком высокой. Развалившаяся по пути коробка - это удар по репутации поставщика и финансовые потери. Чтобы этого избежать, недостаточно просто «запаковать» нужно понимать физику картона и следовать четкой технологии.
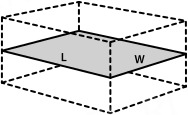
Секрет долговечности упаковки кроется в равномерном распределении нагрузки и правильной работе с конструктивными элементами. Многие недооценивают этап биговки - линий сгиба, которые нанесены производителем. Если проигнорировать предварительное продавливание всех сгибов перед сборкой, картон будет сопротивляться, создавая внутреннее напряжение. Вместо того чтобы силой сгибать стенки, проведите по всем линиям сгиба твердым предметом или просто тщательно прижмите их ребром ладони.
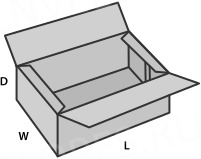
Когда коробка поставлена на попа и сформированы все четыре стенки, наступает момент истины - формирование дна. Здесь распространенной ошибкой является попытка зафиксировать клапаны «внахлест» одним движением скотча. Профессиональный подход требует последовательности. Сначала необходимо сложить малые клапаны, а затем накрыть их большими. Именно такая схема создает замковую конструкцию, способную выдерживать точечные нагрузки при подъеме вилочным погрузчиком или падении с небольшой высоты.
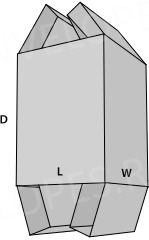
Особого внимания заслуживает фиксация. Скотч - несущий элемент конструкции. Для тяжелых b2b поставок использование узкого канцелярского скотча является грубейшей ошибкой. Оптимальным решением выступает упаковочный скотч шириной не менее 50 миллиметров на основе полипропилена или, для особо тяжелых грузов, стекловолоконная армированная лента. Клеить скотч необходимо «в обхват»: лента должна заходить на боковые стенки коробки минимум на 5-7 сантиметров с каждой стороны, создавая П-образную конструкцию, которая препятствует расползанию шва.
Сборка качественной тары - строгая последовательность действий, где каждый шаг логически вытекает из предыдущего.
Предварительная фальцовка всех линий биговки позволяет снять напряжение с переплетенных волокон целлюлозы. Это делает коробку податливой и исключает риск появления трещин на внешнем слое в процессе эксплуатации.
Правильное чередование клапанов создает эффект ребер жесткости. Сначала внутрь загибаются короткие клапаны, затем длинные. Это перераспределяет вес содержимого на всю площадь дна, а не только на клеевые соединения.
Клеевой слой должен быть монолитным. При наклеивании скотча недопустимо образование пузырей и складок. Лента должна быть натянута с равномерным усилием, чтобы плотно прилегать к поверхности гофрокартона по всей длине.
Заключительным аккордом сборки является правильная укладка товара и закрытие верхних клапанов. Здесь часто допускают роковую ошибку, оставляя пустоты внутри. Если коробка заполнена не полностью, или товар не зафиксирован амортизирующими материалами, вся нагрузка при штабелировании ложится исключительно на стенки. В этом случае даже идеально собранное дно может не выдержать, и коробку просто «сложит» давлением сверху. Использование воздушно-пузырьковой пленки, бумажных наполнителей или вкладышей-вставок позволяет превратить упаковку в единый монолитный блок, где нагрузка распределяется равномерно между содержимым и стенками тары.
Выбор направления скотча также имеет значение. Для коробок с большим весом рекомендуется использовать так называемую H-образную оклейку: сначала лента накладывается на стык клапанов, а затем две полосы перпендикулярно им, фиксируя дно к стенкам. Это предотвращает «раздувание» боковин при перепадах температур и влажности на складах. В условиях современной логистики, где упаковка может побывать и в морозильной камере, и в жарком отсеке фуры, такой метод многократно повышает надежность сцепления материалов с разной степенью расширения.
Наконец, стоит учитывать специфику самого картона. Для продукции b2b часто используется трехслойный или пятислойный гофрокартон. Пятислойный вариант (марки Т-24, Т-27) требует более широкого скотча и более тщательной подготовки сгибов, так как его структура более жесткая и пружинистая. Если вы работаете с тяжелым промышленным оборудованием или большими партиями печатной продукции, переход на пятислойный гофрокартон в паре с армированным скотчем и технологией H-образной оклейки снижает риск повреждений при транспортировке практически к нулю.